






|
詳細情報 |
|||
| 製品名: | 炭化物の挿入物 | 材料: | タングステン鋼鉄CNCの挿入物 |
|---|---|---|---|
| 工作物: | 鋼鉄/ステンレス鋼の/鋳鉄/銅/アルミニウム | 使用法: | CNCの回転用具 |
| 色: | 黄色/赤紫/黒/2色のコーティング | コーティング: | PVD/CVD |
| 硬度: | HRC40-60 | 特徴: | 高い硬度および耐久性を |
| 適用: | 旋盤//細長い穴がつく製粉 | パッケージ: | 10pcs/Box |
| ハイライト: | ODMの炭化タングステンの旋盤用具の挿入物,ODMは超硬合金の旋盤用具を,HRC60 CNCの旋盤の挿入物 |
||
製品の説明
OEM ODMの炭化タングステンの旋盤用具はCNCの旋盤の切削工具を挿入する
回転用具の炭化タングステンの製粉の挿入物の溝の糸機械アルミニウムを切るCNCの旋盤
必要な情報
炭化タングステンの挿入物は超硬合金から成っている。超硬合金は粉末や金プロセスによって処理し難い金属および担保付きの金属の堅い混合物から成っている合金材料である。
超硬合金に500 °で基本的に不変Cである、ありまだ1000の°で高い硬度がC.ある高い硬度のような一連の優秀な特性が、耐久性、よい強さおよび靭性、熱抵抗および耐食性、特に高い硬度および耐久性。
| ブランド | BWIN |
| プロダクト | 炭化物は挿入する(製粉の挿入物、溝の挿入物、糸の挿入物 アルミニウム挿入物) |
| materia | タングステン鋼鉄(WC) |
| 工作物 | 鋼鉄/ステンレス鋼の/鋳鉄/アルミニウム/たる製造人 |
| タイプの処理 | 荒い機械化はの機械で造る半終わり機械で造ることを終わる |
| 塗られる | PCD/PVD |
| 標準 | ISO |
| 量 | 10pcs/box |
| 重量 | 0.02kg |
| パッケージ | プラスチックの箱 |
| カスタマイズされる | OEM、ODM |
- 分類
炭化物の挿入物は回転挿入物、製粉の挿入物、溝の挿入物、糸の挿入物およびアルミニウム挿入物に主に分けられる。異なったタイプの挿入物は別の処理に対応し、最も適した処理の挿入物は自身の処理の必要性に従って選ぶことができる。
A. Turningの挿入物:回転のために使用される用具は切断の最も広く利用された用具の1つである。
B. Millingの挿入物:それは、平面製粉のために使用される、1つ以上のカッターの歯を搭載する回転用具ステップ、溝を機械で造るために主に使用されてであり、表面を形作り、フライス盤の工作物を切る。
C. Grooveの挿入物:細長い穴がつくか、または切断。
D. Threadの挿入物:回転機械の糸の切断のために使用される。
E. Aluminumの挿入物:アルミニウムを処理するための特別な挿入物。
![]()
![]()
![]()
![]()
![]()
- 推薦された切断変数
量の切断の適度な選択の原則:荒い機械化の間に、主タスクは労働生産性を改善することでありより大きい切断量は選ばれる;半仕上げおよび仕上げの間に工作物の処理質を保障するために、より小さいの量を切って選ばれる。
![]()
- 通知:
- 炭化物の挿入物は地面でそして注意して扱われなければならない衝突しないし、落ちないし。
- 炭化タングステンの挿入物を取付ける前に刃の矢によって示される切断方向が鋸のテーブルの回転方向に一貫していることを保障するために、鋸のテーブルの性能そして目的は確認されなければならない。反対の方向に取付けることを厳しく禁止する。間違った設置方向により事故を防ぐために刃の鋸歯は落ちるかもしれない。
- 取付けの後で、炭化タングステンの挿入物の中央穴が鋸のテーブルのフランジの版でしっかりと固定されるかどうか確認することは必要である。ガスケットがあれば、ガスケットはスリーブを付けられなければならない;それから、穏やかにあなたの手を搭載する押し刃が離心的に回るかどうか確認する。
- 使用した場合、指定高速を超過してはいけない
- 炭化タングステンの旋盤の挿入物が使用されないとき、乾燥した棚の刃を縦に掛けなさい。
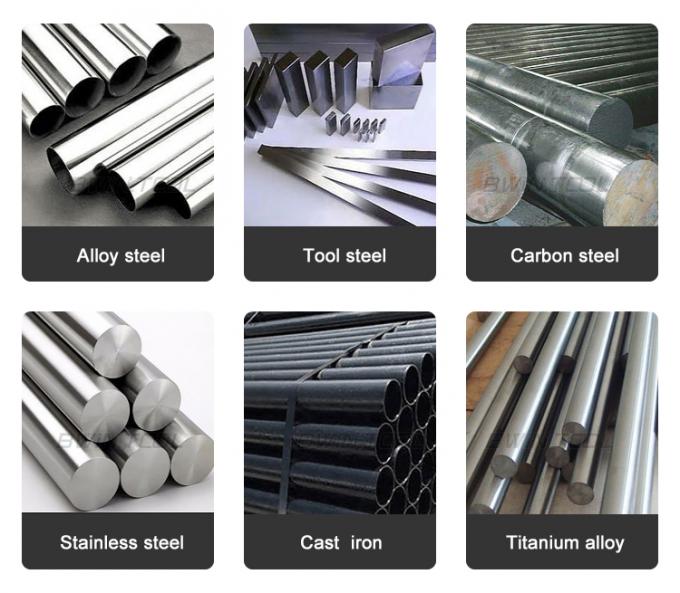
- 適用:
私達の炭化物の挿入物は処理された合金鋼、工具鋼、炭素鋼、ステンレス鋼、鋳鉄およびチタニウムの合金であることができる。続くこととして働き材料:
- FAQ
1. フランクの摩耗か。
より高い切断抵抗は、フランクの摩耗、表面の悪い荒さ、または正確さの悪化にノッチを付ける。 柔らかい等級、余分な切断速度、小さいフランクの角度、低い供給。 より高い、耐久力のある等級を選びなさい、速度、増加のフランクの角度を切ることを減らしなさい供給を増加しなさい。