



|
詳細情報 |
|||
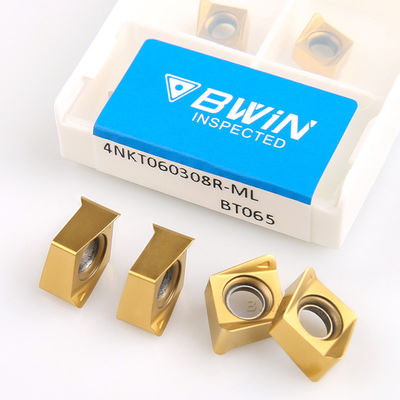
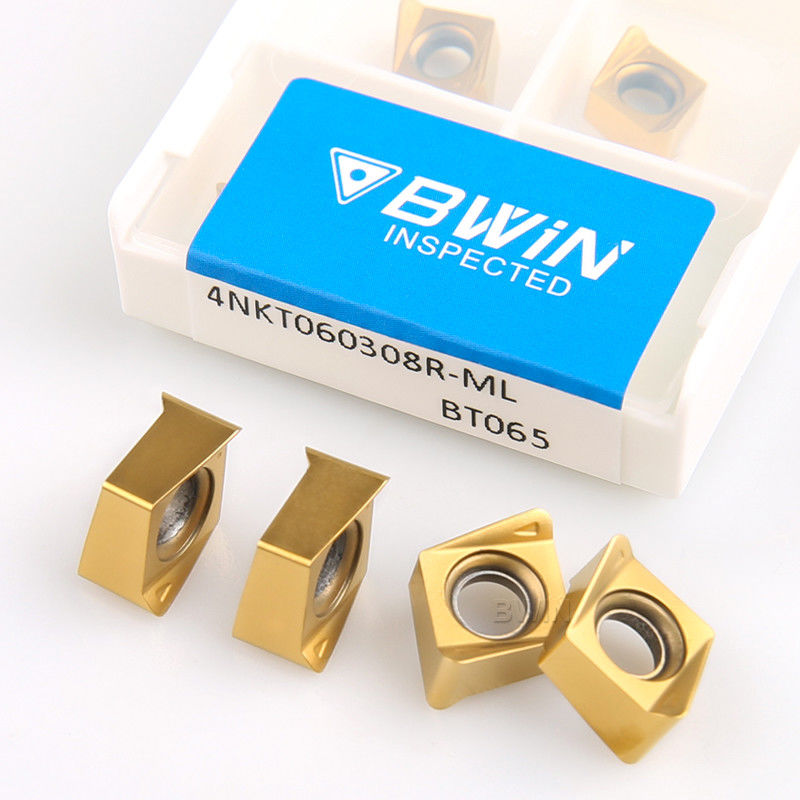
| 商品名: | カスタムフライス超硬インサート 4nkt060308 | 素材: | タングステンカーバイドフライスインサート |
|---|---|---|---|
| ワーク: | 鋼 | 使用法: | フライス加工 |
| 色: | 黄色 | コーティング: | PVD CVD |
| 硬度: | HRC40-60 | 特徴: | 高速送りCNC超硬フライスインサート |
| 応用: | CNC旋盤高速送り切削工具 | パッケージ: | 10個/箱 |
| ハイライト: | カスタムフライスCNCカーバイドインサート、CNCカーバイドインサート4nkt060308、フライス超硬インサート高速送りカッター,Cnc Carbide Inserts 4nkt060308,Milling Carbide Insert Fast Feeding Cutter |
||
製品の説明
注文の製粉CNCの炭化物の挿入物4nkt060308 4nkt 060308r 06の速い送りのカッター
速い細部:
- 合金材料
- 高い安定性
- 高効率
- 滑らかな切断
- 良好な放熱条件
- 幅広い用途
説明:
- 高品質のタングステン鋼合金で作られたCNCカーバイドインサートは、全体的に耐摩耗性と耐久性があり、滑らかで研磨された表面と効果的な耐食性を備えています。革新的な高エネルギーコーティングプロセス、高ナノ硬度、表面摩擦の低減、切削抵抗の低減、低摩擦係数、高耐酸化温度;さまざまな角度に対応する完全なモデル
仕様:な
| ブランド | BWIN |
| モデル | 4nkt060308 |
| 色 | 黄色 |
| ワーク | 鋼 |
| タイプ | CNCカーバイドインサートのフライス加工 |
| 素材 | タングステンカーバイドフライスインサート |
| 処理 | 中切削 |
| 特徴 | 高硬度 |
| 高い安定性 | |
| スムーズなカッティング | |
| ハイフィニッシュポリッシュ | |
| 耐衝撃性と耐振動性 | |
| 標準 | ISO |
| 量 | 10個/箱 |
| 重さ | 0.015kg |
| パッケージ | プラスチックボックス |
| カスタマイズされた | OEM、ODM |
リードタイム:
| アンチティ(個) | 1 - 3000 | >3000 |
| リードタイム (日) | 7 | 交渉する |
知らせ:
- のCNC超硬インサート衝突したり、地面に落としたりしてはならず、注意して取り扱う必要があります。
- を取り付ける前にCNC超硬インサート、ソーテーブルの性能と目的を確認して、ブレードの矢印で示された切断方向がソーテーブルの回転方向と一致していることを確認する必要があります。逆向きの取り付けは厳禁です。取り付け方向を間違えると、刃の鋸歯が脱落し、事故を未然に防ぐ可能性があります。
- 取り付け後、中央の穴が開いているか確認する必要があります。CNC超硬インサートソーテーブルのフランジプレートにしっかりと固定されています。ガスケットがある場合は、ガスケットにスリーブを付ける必要があります。次に、手で軽く押して、刃が偏心して回転しないかどうかを確認します。
- 使用時は規定の高速を超えないでください
- ときCNC超硬インサート使用しない場合は、ブレードをドライシェルフに垂直に吊るしてください。
アプリケーション:
私たちのCNC超硬インサート合金鋼、工具鋼、炭素鋼、ステンレス鋼、鋳鉄、チタン合金を処理できます。次のように作業材料:
![]()
よくある質問
1. 逃げ面摩耗?切削抵抗の増大、逃げ面のノッチ摩耗、面粗度の悪化、精度の悪化。
軟質材種、切削速度過大、逃げ角小、低送り。
耐摩耗性の高い材種を選択する,切削速度を下げる,逃げ面角度を大きくする,送りを大きくする.
2.クレーターウェア?切りくず処理不良、仕上げ面品位不良、仕上げ時 高速加工炭素鋼
軟質材種、切削速度過大、送り過大、チップブレーカ強度不足
耐摩耗性の高い材種に変更、切削速度を下げる、送りを下げる、強度の高いブレーカを選定する。
3.チッピング?突然の刃先欠損(すくい面・逃げ面)、チップ寿命不安定
靭性不足、送り過大、刃先強度不足、工具の不安定。
硬めの材種を選ぶ、送りを下げる、刃先のホーニング(面取りから丸み付け)を強くする、安定性と刃先角度を大きくする
4. フラクチャーを挿入しますか?切削抵抗増加 面粗さが悪い。
靭性不足、送り過大、刃先強度不足、工具の不安定。
硬度の高い材種を選択し、送り量を減らし、刃先のホーニング(面取りから丸み付け)を増やし、安定性と設定角度を増やします。
5. 塑性変形?寸法のばらつき ノーズ摩耗、刃先ドレープ、不動態化 合金鋼加工時 表面粗さが悪い
ソフト材種、切削速度過大、切込み・送り過大、刃先過熱。
赤硬度の高い切削材料を選択する,切削速度を下げる,切削深さと送り速度を下げる,熱伝導率の高い切削材料を選択する(CVD+十分なクーラント).
6. ビルドアップエッジ?刃先でワークが溶ける 仕上げ加工時の面粗度が悪い、切削抵抗が大きくなる、軟質材の切削に。
切削速度が低すぎる、刃先が鈍い、不適切な工具材料。切削速度を上げる、すくい角を大きくする、吸着力を小さくする。
この製品の詳細を知りたい