





|
詳細情報 |
|||
| 製品名: | DCMT 07の11T3金属の旋盤用具 | 材料: | DCMT CNCの炭化物の挿入物 |
|---|---|---|---|
| 工作物: | 鋼鉄/鋳鉄/ステンレス鋼 | 使用法: | CNCの切断 |
| 色: | 赤紫/黄色く/ブラウン/黒 | コーティング: | PVD CVD |
| 硬度: | HRC40-HRC60 | 特徴: | 強い圧縮力 |
| 適用: | 回転 | パッケージ: | 10pcs/Box |
| ハイライト: | DCMT070202 CNCの炭化物の挿入物,HRC40 CNCの炭化物の挿入物,HRC60金属の旋盤用具 |
||
製品の説明
DCMT070202 CNCの炭化物はDCMT 07の11T3金属の旋盤用具を挿入する
機械DCMT 07 11T3金属の旋盤用具を削るCNCの炭化物の挿入物
DCMTの炭化物の挿入物の速い細部
- 優秀な基材
- よい靭性
- 鋭い刃
- 耐久財
- 低い摩擦係数
DCMTの炭化物の挿入物の記述
DCMT CNC用具は炭化タングステンおよびコバルトの粉から焼結する。タングステン鋼鉄基材は注意深くなされる。強い変形の抵抗の基材に壊れる鋭い最先端および滑らかな破片があり耐久性および耐用年数を保障する;Balchalsの表面のコーティングに高い硬度、結合された影響の靭性があり、耐久性、安定した性能および長い耐用年数を;高精度の周辺粉砕の端と結合される適度な破片の取り外しの溝の設計は刃を鋭くさせ、工作物は容易に処理することができる。滑らかな破片の取り外しは破片の蓄積を作り出さないし、処理はより有効である。
指定:
| ブランド | BWIN |
| モデル | DCMT0702/DCMT11T3 |
| 色 | 赤紫/黄色く/ブラウン/黒… |
| 工作物 | 鋼鉄/鋳鉄/ステンレス鋼 |
| タイプ | CNCの炭化物の挿入物 |
| 材料 | 炭化タングステンの旋盤用具 |
| タイプの処理 | 中型の切断 |
| 特徴 | 優秀な基材 |
| よい靭性 | |
| 鋭い刃 | |
| 耐久財 | |
|
低い摩擦係数 |
|
| 標準 | ISO |
| 量 | 10pcs/box |
| 重量 | 0.015kg |
| パッケージ | プラスチックの箱 |
| カスタマイズされたサポート | OEM、ODM |
調達期間
| antity (部分) | 1 - 3000 | >3000 |
| 調達期間(幾日) | 7 | 交渉されるため |
通知
- DCMT CNCの炭化物の挿入物は地面でそして注意して扱われなければならない衝突しないし、落ちないし。
- 炭化タングステンの旋盤の挿入物を取付ける前に刃の矢によって示される切断方向が鋸のテーブルの回転方向に一貫していることを保障するために、鋸のテーブルの性能そして目的は確認されなければならない。反対の方向に取付けることを厳しく禁止する。間違った設置方向により事故を防ぐために刃の鋸歯は落ちるかもしれない。
- 取付けの後で、炭化物の旋盤の挿入物の中央穴が鋸のテーブルのフランジの版でしっかりと固定されるかどうか確認することは必要である。ガスケットがあれば、ガスケットはスリーブを付けられなければならない;それから、穏やかにあなたの手を搭載する押し刃が離心的に回るかどうか確認する。
- 使用した場合、指定高速を超過してはいけない
- CNCの炭化物の挿入物が使用されないとき、乾燥した棚の刃を縦に掛けなさい。
DCMTの炭化物の挿入物の適用
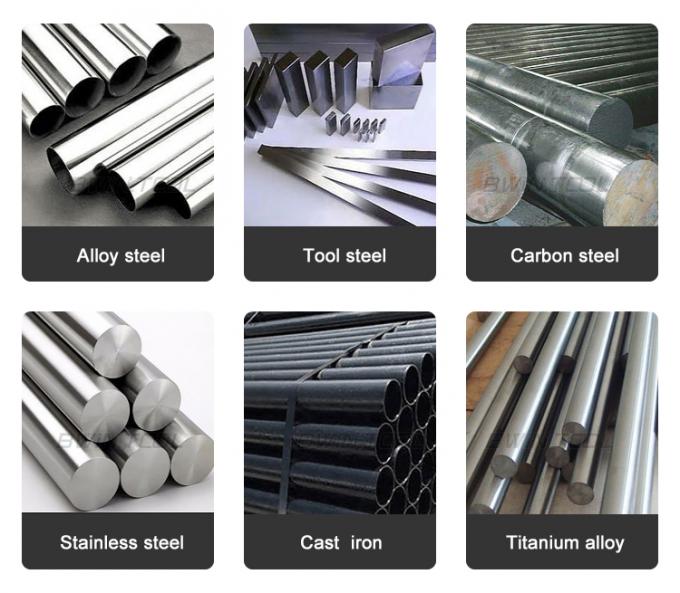
私達のCNCの炭化物の挿入物は処理された合金鋼、工具鋼、炭素鋼、ステンレス鋼、鋳鉄およびチタニウムの合金であることができる。続くこととして働き材料:
利点
- 輸入された未加工粉材料、
- CVDのコーティングを終えた場合挿入物の高性能を保障できる基質の表面でコバルトが豊富な独特な勾配を持ちなさい。
- コーティング材料は高い摩耗抵抗がある14μmの厚さのMTTiCN0 Al2O3である。コーティングの挿入物の表面の特別な管理の後で、抵抗を切っている間コーティングの内部圧力そして表面はまた削減された減った。
- 私達のビット/秒シリーズ等級はでき半終わりおよび荒い機械化に、機械で造る終わりからの鋼鉄そして合金鋼を切る。
FAQ
1. フランクの摩耗か。
より高い切断抵抗は、フランクの摩耗、表面の悪い荒さ、または正確さの悪化にノッチを付ける。
柔らかい等級、余分な切断速度、小さいフランクの角度、低い供給。
より高い、耐久力のある等級を選びなさい、速度、増加のフランクの角度を切ることを減らしなさい供給を増加しなさい。
2. 噴火口の摩耗か。
高速処理の炭素鋼を終えた場合自由な破片、悪い表面質、
柔らかい等級、余分な切断速度、余分な供給、チップ ブレーカInsufficietの強さ。
より高い耐久力のある等級への変更は、減らす供給を、選ぶ高力チップ ブレーカを速度を切ることを減る。
3. 欠けることか。
最先端の突然のひび(熊手の表面およびフランク)、不安定の挿入物の生命
、余分な送り速度不十分な、靭性最先端の不十分の強さ、用具の不安定。
より堅い等級、減少送り速度を選び、最先端の砥石で研を(円形化に溝を彫る)高め、安定性をおよび配置の角度高めなさい
4. 挿入物のひびか。
抵抗を切ることは悪い表面の粗さを高めた。
、余分な送り速度不十分な、靭性最先端の不十分の強さ、用具の不安定。
より堅い等級、減少送り速度を選び、最先端の砥石で研を(円形化に溝を彫る)高め、安定性をおよび配置の角度高めなさい。
5. プラスチック変形か。
最先端の次元の鼻の摩耗の変化はまたは合金鋼の悪い表面の粗さを処理するpassivating.whenおおう
柔らかい等級、余分な切断の速度、余分な切込み歯丈および送り速度は最先端で、過熱する。
材料、減少切断の速度、減少切込み歯丈を切るより高く赤い硬度を選べば送り速度は、より高い熱伝導性の切断材料(CVD+sufficientの冷却剤)を選ぶ。
6. 造り端か。
終わるとき、切って抵抗を最先端の悪い表面の粗さの工作物のdissoveは増加し、柔らかい材料を切る。
、最先端の鈍く低い切る、速度を余りに不適当な用具材料。速度、増加の熊手角度、選り抜き小さい接着力を切ることを高めなさい。
この製品の詳細を知りたい