





|
詳細情報 |
|||
| 製品名: | DCGTの炭化物のアルミニウム挿入物 | 材料: | タングステンCNCの切削工具 |
|---|---|---|---|
| ワーク: | アルミニウム | 使用法: | 工具細工 |
| 色: | コーティングなし | コーティング: | コーティングなし |
| 硬度: | HRC40-60 | 特徴: | ハイフィニッシュ |
| 適用: | CNCの工作機械 | パッケージ: | 10個/箱 |
| ハイライト: | 光沢が無いDCGTの挿入物,DCGTの回転炭化物の挿入物,耐久の炭化物はアルミニウムのために挿入する |
||
製品の説明
速い細部:
- 良質の基質
- 耐久力のあるコーティング
- 耐久財
- 滑らかな破片の取り外し
- 安定した質
記述:
-
DCGTの炭化物の旋盤の挿入物は光沢が無いミクロ以下の穀物からよい耐久性および靭性の超硬合金を成っている;最先端の独特な設計は刃を耐久に非常にし、処理の効率を改善するアルミ合金材料の細部を調節する;刃先は鋭い、表面の終わりは高い、刃の表面は滑らか、ほぼミラーである。さらに、刃先は鋭く、破片の取り外しは刃の損失率を減らすことができる処理の間に滑らか、焦げ付き防止である。
指定:
|
ブランド |
BWIN |
|
モデル |
DCGT11T302/DCGT11T304/DCGT11T308 |
|
304Color |
光沢が無い |
|
工作物 |
アルミニウム |
|
タイプ |
CNCの旋盤用具 |
|
材料 |
炭化タングステンの挿入物 |
|
タイプの処理 |
中型の切断 |
|
特徴 |
良質の基質 |
|
耐久力のあるコーティング |
|
|
耐久財 |
|
|
滑らかな破片の取り外し |
|
|
安定した質 |
|
|
標準 |
ISO |
|
量 |
10pcs/box |
|
重量 |
0.015kg |
|
パッケージ |
プラスチックの箱 |
|
カスタマイズされたサポート |
OEM、ODM |
調達期間:
|
antity (部分) |
1 - 3000 |
>3000 |
|
調達期間(幾日) |
7 |
交渉されるため |

|
私(mm) |
d (mm) |
t (mm) |
d1 (mm) |
|
07 |
6.35 |
2.38 |
2.8 |
|
11 |
9.525 |
3.97 |
4.4 |
通知:
-
2つのまたは複数の回転炭化物の挿入物を一緒に混合しないように気を付けなさい;
-
最先端の保護に特別な関心を払いなさい;地面の決して接触か落下;
-
調節するとき止めネジがゆるむかどうか防せいへの注意、それから注意をに払い;
-
回転炭化物の挿入物を使用することはねじが付くことを防ぐために、反ねじがあれば代理店、それを加えられなければならない握るとき;
-
回転炭化物が遭遇の錆を挿入すると仮定しなさい;紙やすりか他の荒い粉砕を使用することを推薦しない。特に磨くことのために使用される磨く代理店を購入することを推薦する。粒子は回転炭化物の挿入物の先を細くすることの部品へのより少ない損害を与える、磨くことは滑らかである歯磨き粉と同じように、うまくあり。
適用:
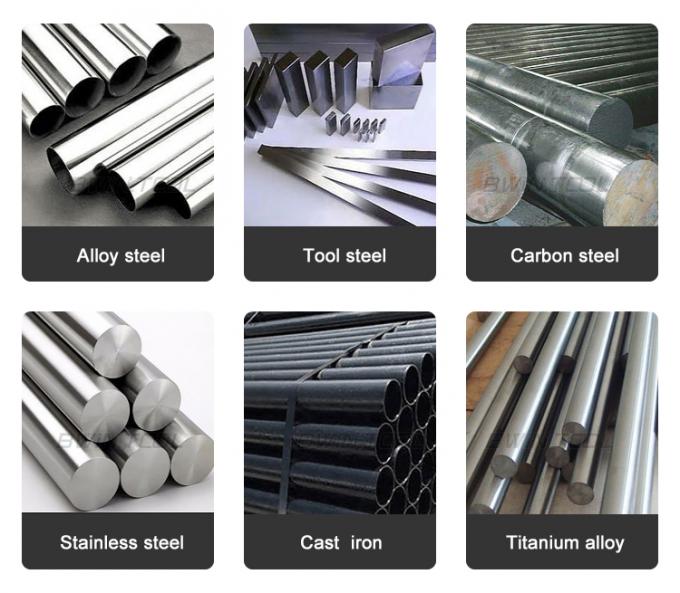
私達の回転炭化物の挿入物は処理された合金鋼、工具鋼、炭素鋼、ステンレス鋼、鋳鉄およびチタニウムの合金であることができる。続くこととして働き材料:
FAQ
1. フランクの摩耗か。より高い切断抵抗は、フランクの摩耗、表面の悪い荒さ、または正確さの悪化にノッチを付ける。
柔らかい等級、余分な切断速度、小さいフランクの角度、低い供給。
より高い、耐久力のある等級を選びなさい、速度、増加のフランクの角度を切ることを減らしなさい供給を増加しなさい。
2. 噴火口の摩耗か。高速処理の炭素鋼を終えた場合自由な破片、悪い表面質、
柔らかい等級、余分な切断速度、余分な供給、チップ ブレーカInsufficietの強さ。
より高い耐久力のある等級への変更は、減らす供給を、選ぶ高力チップ ブレーカを速度を切ることを減る。
3. 欠けることか。最先端の突然のひび(熊手の表面およびフランク)、不安定の挿入物の生命
、余分な送り速度不十分な、靭性最先端の不十分の強さ、用具の不安定。
より堅い等級、減少送り速度を選び、最先端の砥石で研を(円形化に溝を彫る)高め、安定性をおよび配置の角度高めなさい
4. 挿入物のひびか。抵抗を切ることは悪い表面の粗さを高めた。
、余分な送り速度不十分な、靭性最先端の不十分の強さ、用具の不安定。
より堅い等級、減少送り速度を選び、最先端の砥石で研を(円形化に溝を彫る)高め、安定性をおよび配置の角度高めなさい。
5. プラスチック変形か。最先端の次元の鼻の摩耗の変化はまたは合金鋼の悪い表面の粗さを処理するpassivating.whenおおう
柔らかい等級、余分な切断の速度、余分な切込み歯丈および送り速度は最先端で、過熱する。
材料、減少切断の速度、減少切込み歯丈を切るより高く赤い硬度を選べば送り速度は、より高い熱伝導性の切断材料(CVD+sufficientの冷却剤)を選ぶ。
6. 造り端か。終わるとき、切って抵抗を最先端の悪い表面の粗さの工作物のdissoveは増加し、柔らかい材料を切る。
、最先端の鈍く低い切る、速度を余りに不適当な用具材料。速度、増加の熊手角度、選り抜き小さい接着力を切ることを高めなさい。